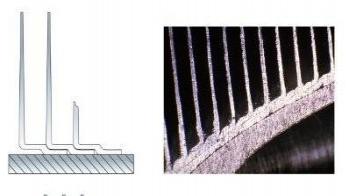
一、釘頭管用途
石油化工等行業(yè)加熱爐對(duì)流室應(yīng)用釘頭管,可以提高煙氣側(cè)的傳熱系數(shù),釘頭管面積為光管的2~3倍,,由于應(yīng)用釘頭管因此在設(shè)計(jì)合理的情況下可獲得與輻射相同的熱強(qiáng)度
二、釘頭管焊接方式
釘頭管設(shè)備采用電阻焊焊接方式,焊接過程采用PLC程序控制,進(jìn)給電機(jī)與分度采用剎車電機(jī),人機(jī)界面可設(shè)定釘頭數(shù),分度參數(shù)以及補(bǔ)償系數(shù),根據(jù)工藝要求設(shè)定保證產(chǎn)品質(zhì)量及精度
三, 技術(shù)特性
1、釘頭的規(guī)格可根據(jù)用戶需要可以調(diào)整;
2、焊接釘頭的根部的焊肉凸起高度在1mm左右(達(dá)到無瘤焊的要求);
3、焊接效率高,每分鐘可焊接釘頭30個(gè);
4、焊機(jī)功率為160kVA;電網(wǎng)電壓為單相380V。
四、市場及經(jīng)濟(jì)效益預(yù)測
釘頭管是化工設(shè)備、換熱設(shè)備的主要構(gòu)件。上述設(shè)備的生產(chǎn)制造或設(shè)備維修均需釘頭管。無瘤焊是釘頭管制造中的先進(jìn)穩(wěn)定的工藝,有效好的使用前景。
免責(zé)聲明:以下信息由企業(yè)自行提供,內(nèi)容的真實(shí)性、準(zhǔn)確性和合法性由發(fā)布企業(yè)負(fù)責(zé)。鍋爐信息網(wǎng)對(duì)此不承擔(dān)任何保證責(zé)任。




擊交談/留言")