|
公司基本資料信息
|
|||||||||||||||||||||||||||
隨著金屬壓力加工等技術的進步和各種結構波紋管的應用,相應產生了許多捉制造波紋管的方法。這些方法是液壓成形、機械成形、橡膠成形、滾壓成形、焊接成形和電沉積成形等。每種方法都有其獨特的優點。例如:液壓成形可以獲得綜合性能較好的波紋管;滾壓成形可以制造特大走私的波紋管;焊接成形可以獲得彈性極好的波紋管;電沉積可以制造小直徑和高精度的波紋管。
金屬補償器膨脹節失效形式及原因
波紋換熱管波谷或波峰波谷過渡部位減薄開裂。膨脹節運行中,波紋換熱管波谷及其附近部位減薄開裂,造成內部泄漏是其失效的主要形式。失效原因是在殼程折流板處波紋管的波谷與折流板管孔產生振動摩擦、磕碰,使波紋管壁減薄,以致開裂泄漏。現在有些生產廠采用加厚折流板,使波紋管的波峰與管孔接觸,以保證管與孔間隙最小,防止振動摩擦;還有的在折流板處給波紋管加套。這些都是避免和降低這種波紋管失效形式的較好措施。
(2)波紋換熱管扁塌(周向失穩)。波紋管失穩發生周向扁塌,是膨脹節另一失效形式。這主要是由于波紋管的壁厚較薄,一般在1mm以下,其自身抗外壓失穩的能力就很低。在換熱器的設計中,一般都不進行換熱管的承壓能力的校核和計算,所以,當殼程壓力達到和超過換熱管本身的臨界壓力時,管子就產生失穩扁塌。標準案例中規定了波紋換熱管許用外壓的計算方法。
(3)膨脹節軸向彎曲變形過大(軸向失穩)。產生這種失效形式是由管程壓力和溫差應力的作用所致。波紋管材料為奧氏體不銹鋼,其線膨脹系數比碳鋼大得多,在管程和殼程溫度相同時也能產生溫差應力,再有波紋管的軸向剛度很小,所以,當管程壓力較大或管壁溫度高于殼壁溫度時,都易發生波紋換熱管軸向彎曲變形過大的失效現象。標準案例中規定的折流板無支撐跨距比GB151中規定值小,就是考慮防止換熱管的軸向失穩。
(4)膨脹節腐蝕斷裂和整體脆化失效。這種失效形式主要是由于介質的腐蝕造成的。奧氏體不銹鋼最易產生晶間腐蝕,當波紋管換熱器用在含氯離子高和含硫化氫等介質時,就出現了波紋換熱管腐蝕斷裂。實際中已發現有的換熱管產生了整體脆化現象。
(5)波紋管與厚壁管接頭連接處開裂。波紋換熱管由波紋管和兩端接頭組成,接頭處的環焊縫,由于焊接工藝和焊接技術水平的差異,焊縫質量難以保證,從而造成此處開裂。
3補償器安裝要求:
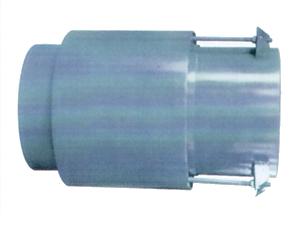
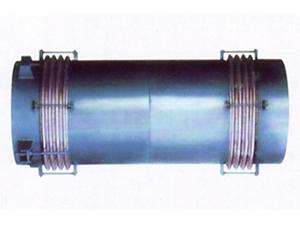
波紋補償器在安裝前應先檢查其型號、規格及管道配置情況,必須符合設計要求;對帶內套筒的補償器應注意使內套筒子的方向與介質流動方向一致,鉸鏈型補償器的鉸鏈轉動平面應與位移轉動平面一致;需要進行“冷緊”的補償器,預變形所用的輔助構件應在管路安裝完畢后方可拆除;嚴禁用波紋補償器變形的方法來調整管道的安裝超差,以免影響補償器的正常功能、降低使用壽命及增加管系、設備、支承構件的載荷。
免責聲明:以下信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責。鍋爐信息網對此不承擔任何保證責任。